
食品水分测定仪的原理、应用与质量控制中的关键技术分析
一、水分含量在食品工业中的核心重要性
食品水分测定仪是食品加工与质量控制中的关键分析设备,用于准确测定食品中的水分含量。水分作为食品质量的核心指标之一,直接影响产品的口感、贮藏性、营养价值和安全性。因此,该仪器在食品工业中具有不可替代的重要作用,广泛用于原料验收、生产过程监控及成品检验等多个环节。
二、工作原理与适用性:热失重法与多样化样品检测
食品水分测定仪适用于固态、液态和半固态等多种物态食品的水分测定。其工作原理基于热失重法:样品在加热条件下水分蒸发,通过实时测量样品质量变化,计算出水分含量。针对不同特性的食品,需选用相应类型的测定仪。例如,高糖类食品宜选用红外水分测定仪,而高脂肪类食品则更适合采用卤素水分测定仪,以保障检测结果的准确性。
三、技术优势:高效、精确与现代传感技术的融合
食品水分测定仪具备快速、准确、重复性好的显著优点,可实现对大批量样品的高效测试,有助于企业提升质量控制水平、降低生产成本。该仪器采用电磁平衡传感器,称量精确、稳定性高,具备自动校准与超载保护功能。卤素加热方式能够在高温环境下实现均匀快速加热,避免样品表面焦化,测定结果与国家标准烘箱法高度一致,并可大幅缩短检测时间,一般样品仅需数分钟即可完成测定。
四、操作规范与注意事项:确保测量结果的准确性与可靠性
然而,在使用过程中仍需注意以下几方面:首先,样品的前处理与加热参数需科学设置,以确保数据准确;其次应根据样品性质选择合适的仪器类型,避免系统性误差;最后,需定期对设备进行校准与维护,以保证其长期运行的可靠性与精度。
综上所述,食品水分测定仪是食品行业质量管控的重要工具,正确使用和维护该设备对企业提质降本具有积极意义。
五、行业应用与延伸:从食品安全到多领域分析
随着检测技术的不断进步,水分含量测定已成为食品、医药、化工、粮食、建材等诸多领域物性分析的基础环节。水分测定仪根据检测原理的不同,可分为物理分析法和化学分析法两大类。常见类型包括卡尔费休水分测定仪、红外水分仪、卤素水分仪、微波水分仪及库仑水分仪等。这些仪器操作简便、灵敏度高、重现性好,能够实时显示并记录测量数据,广泛应用于科研与生产现场。
在食品领域,水分测定仪应用于谷物、面包、糕点、果蔬、肉类等众多品类。水分活性(Water Activity, Aw)是评估食品稳定性和微生物生长可能性的关键参数。通过控制水分活性,可有效延长食品保质期,提升产品品质与安全性。卤素快速水分测定仪凭借其体积小、加热均匀、速度快、结果准确及操作便捷等优势,已成为食品行业水分检测的主流设备之一。
附:食品水分测定仪技术参数
- 称重范围:0~120 g(精度0.005 g,可定制)
- 水分测定范围:0.001%~100%
- 传感器类型:电磁力平衡传感器(精度0.005 g)
- 样品质量:0.3~100 g
- 重复性:
- 初始样品≥2 g:±0.05%
- 初始样品≥5 g:±0.02%
- 加热温度范围:环境温度~205℃
- 终点判断模式:全自动/定时(1~99 min)/自定义
- 加热源:卤素灯管
- 水分读数分辨率:0.001%
- 显示参数:水分含量、时间、温度、重量等
- 通讯接口:RS232(支持连接打印机、计算机等外设,符合FDA/HACCP格式要求)
- 外形尺寸:350 mm × 200 mm × 260 mm
- 电源:220 V±10% 或 110 V±10%(可选)
- 频率:50 Hz±1 Hz 或 60 Hz±1 Hz(可选)
- 秤盘尺寸:Ø110 mm
- 仪器净重:10 kg
 水质微生物检测箱
水质微生物检测箱 脱氢乙酸钠胶体金检测卡
脱氢乙酸钠胶体金检测卡 磷酸盐(保水剂)检测仪
磷酸盐(保水剂)检测仪 磷酸盐(保水剂)快速检测试剂盒
磷酸盐(保水剂)快速检测试剂盒 肉类安全检测仪
肉类安全检测仪 多参数水质快速检测仪
多参数水质快速检测仪 抗生素残留快速检测仪
抗生素残留快速检测仪 荧光增白剂检测仪
荧光增白剂检测仪 在线红外水分仪
在线红外水分仪 近红外全光谱水分仪
近红外全光谱水分仪 农药残留检测卡(胶体金法)
农药残留检测卡(胶体金法) 卡尔-费休电量法水分仪
卡尔-费休电量法水分仪 烘干法水分测定仪
烘干法水分测定仪 药物残留快速检测仪
药物残留快速检测仪 瘦肉精快速检测仪
瘦肉精快速检测仪 明矾(铝、硫酸铝钾)检测试剂盒
明矾(铝、硫酸铝钾)检测试剂盒 水分快速测定仪
水分快速测定仪 手持式ATP荧光检测仪
手持式ATP荧光检测仪 ATP生物荧光检测仪
ATP生物荧光检测仪 食用油品质快速检测仪
食用油品质快速检测仪 食品色素检测仪
食品色素检测仪 金标读数仪
金标读数仪 荧光定量分析仪
荧光定量分析仪 农药残毒检测仪
农药残毒检测仪 食物中毒检测箱
食物中毒检测箱 全能型食品安全检测箱
全能型食品安全检测箱 农药残留检测试剂盒(纸片法)
农药残留检测试剂盒(纸片法) 脱氢乙酸钠检测仪
脱氢乙酸钠检测仪 苯甲酸钠含量检测试剂盒
苯甲酸钠含量检测试剂盒 过氧化氢(双氧水)检测试剂盒
过氧化氢(双氧水)检测试剂盒 六通道多功能食品安全检测仪
六通道多功能食品安全检测仪 酱油氨基酸态氮检测仪
酱油氨基酸态氮检测仪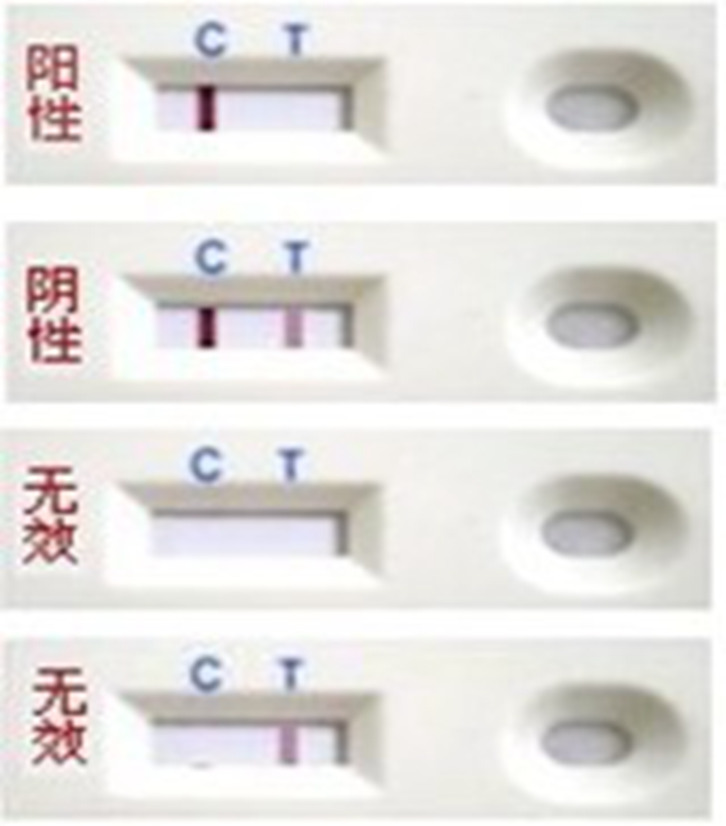 重金属铅快速检测卡
重金属铅快速检测卡 橡胶固含量检测仪
橡胶固含量检测仪 胶体金水产品药物残留检测仪
胶体金水产品药物残留检测仪 全自动微量水分测定仪
全自动微量水分测定仪 赭曲霉毒素A检测仪
赭曲霉毒素A检测仪 病害肉检测仪
病害肉检测仪 SF-60卤素水分测定仪
SF-60卤素水分测定仪 农药残留检测试剂盒
农药残留检测试剂盒 动物疫病检测仪
动物疫病检测仪 依维柯食品质量安全检测车
依维柯食品质量安全检测车 抗生素药物残留检测仪
抗生素药物残留检测仪 黄曲霉毒素检测仪
黄曲霉毒素检测仪 T-2毒素检测仪
T-2毒素检测仪 呕吐毒素荧光定量检测仪
呕吐毒素荧光定量检测仪 真菌毒素荧光定量检测仪
真菌毒素荧光定量检测仪 农产品质量安全检测仪
农产品质量安全检测仪 便携式农药残留检测仪
便携式农药残留检测仪 农药残留快速检测卡
农药残留快速检测卡
 13560713862
13560713862 微信客服
微信客服
 官方公众号
官方公众号